There will be some defects in the welding process of stainless steel welded pipe, and the defects of stainless steel welded pipe will lead to stress concentration, reduce the bearing capacity, shorten the service life, and even cause brittle fracture. According to the general technical regulations, cracks, non-penetration, non-fusion and surface slag inclusion are not allowed; Defects such as biting edge, internal slag inclusion and porosity cannot exceed a certain allowable value, and excessive defects must be completely removed and welded. Causes, hazards and prevention measures of welding defects of common stainless steel welded pipes.
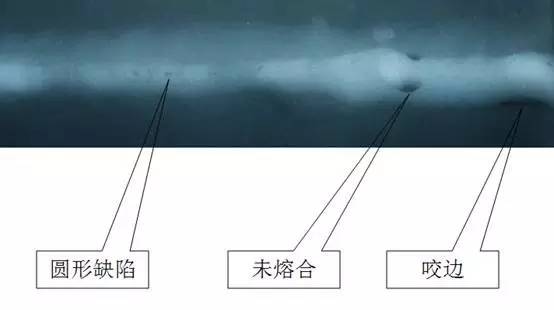
Here we first understand the edge problem in welding. Edge biting is due to incorrect selection of welding process parameters or incorrect operation process, and the groove or sag formed by melting along the base metal part of the welding toe is called edge biting. Edge biting not only weakens the strength of welded joints, but also easily causes cracks due to stress concentration.
The main defects of biting edge are too much current, too long arc and incorrect Angle of electrode. Therefore, it is necessary to adjust the appropriate parameters in the welding process to ensure the welding effect.
When welding, the welding current and welding speed should be selected, the arc should not be stretched too long, and the Angle of the electrode should be appropriate. In the welding pipe production line, the initial shape of the welded pipe is ensured by adjusting the set parameters of the equipment, and the welding equipment is adjusted to ensure that there are no defects in the weld of the pipe.
Related: stainless steel pipe production line, high-speed welded steel pipe production line
Guangdong Hangao Technology Co., LTD
TEL:+86 13534340243
E-MAIL:sales5@hangaotech.com
Wechat:CSbybyy or 13534340243
WhatsApp:+86 13534340243
Facebook:Valor Chen
TikTok:hangaotech94