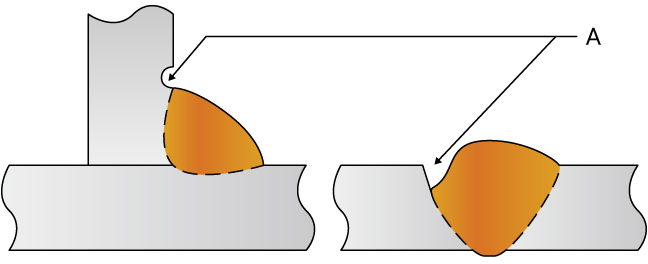
Welding undercut refers to a groove or depression formed along the weld toe in the base metal during welding. It occurs when the edge of the base metal is melted by the welding arc but is not adequately filled with deposited filler metal. Essentially, the intense heat of the welding arc melts the edge of the base metal, causing it to flow inward and downward. This molten metal is not replaced by filler metal but leaves a recessed channel along the weld toe (transitioning to the edge of the base metal).
Several factors contribute to the formation of undercut during welding. Here, we'll dissect some common culprits:
1. Excessive heat input: Heat is a double-edged sword in welding. While melting metal and forming a weld pool are necessary, excessive heat can be detrimental. When too much heat is applied, the edge of the base metal may be excessively melted. Subsequently, the melted metal flows inward, leaving a groove upon solidification. This condition is more common when welding current or voltage is high or when travel speed is too slow.
2. Incorrect electrode angle: The angle of the welding electrode relative to the base metal plays a crucial role in guiding the arc and molten metal. An excessively steep electrode angle (pointing too far downward) may concentrate heat excessively at the base metal toe. This intense heat can cause excessive melting of the edge, resulting in undercut.
3. Metal contamination: Dirt, grease, rust, or other contaminants on the base metal hinder the normal formation of the weld pool and wetting of the metal (adhesion of molten metal to the base metal). These contaminants can act as barriers, impeding the smooth flow of filler metal and effective filling of the joint. This may lead to incomplete fusion and undercut formation.
Solutions to undercut:
Fine-tune heat input: Adjust welding current, voltage, and travel speed to find the optimal balance for your material thickness. Lower heat input typically reduces the risk of undercut. Utilize welding procedure specifications (WPS) or consult experienced welders to determine settings suitable for your project.
Adopt the correct electrode angle: Maintain the appropriate electrode angle according to the recommended welding process and material. Typically, a slight drag angle (slight backward tilt of the electrode) is ideal for most applications. This angle helps direct the arc and molten metal toward the center of the joint, minimizing the risk of excessive melting of the base metal toe.
Cleanliness is key: Prior to welding, thoroughly clean the surfaces of the base metal forming the joint. This includes removing any dirt, grease, rust, or oxides present on the metal. You can use plate cleaning devices to achieve a clean, uncontaminated surface.
Undercut not only compromises the aesthetics of the weld but, more importantly, weakens the overall strength of the weld. The presence of grooves reduces the effective cross-sectional area of the base metal, making it more susceptible to cracking and potential failure under stress. In critical applications such as pipelines or structural beams, undercutting can have serious consequences.
Guangdong Hangao Technology Co., Ltd.
Recommended reading:Electromagnetic control device
Recommended reading:Welding tracking system
Hotline:189-4243-7326